Applications of PVD Vacuum Coating Technology
Applications of Vacuum Coating
————by Donald M. Mattox, SVC Technical Director
Introduction
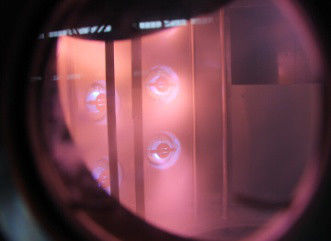
Vacuum is an environment where the gas pressure is less than the ambient. A plasma is a gaseous environment in which there are enough ions and electrons for there to be appreciable electrical conductivity. Vacuum coating is the deposition of a film or a coating in a vacuum (or low-pressure plasma) environment. Generally the term is applied to processes that deposit atoms (or molecules) one at a time such as physical vapor deposition (PVD) or low-pressure chemical vapor deposition (LP-CVD) processes or plasma-enhanced CVD (PECVD). In PVD processes, the material being deposited comes from the vaporization of a solid or liquid surface. In CVD processes, the material being deposited comes from a chemical vapor precursor species that is decomposed by reduction or thermal decomposition—mostly on a hot surface.
In some cases the material being deposited reacts with the gaseous environment or a codeposited species to form a film of a compound material such as an oxide, a nitride, carbide, or a carbonitride. In CVD processing, the use of a plasma to fragment the chemical vapor precursor in the vapor phase allows the decomposition or reduction processes to proceed at lower temperatures than with thermal activation alone. PECVD can be performed at pressures as low as those used in PVD processing (low-pressure PECVD, LP-PECVD), where the precursor vapor is decomposed mainly in the plasma. In some cases a hybrid deposition process of PVD and LP-PECVD is used to deposit alloys, composites, or compounds. An example is metal carbonitrides where the carbon comes from a chemical vapor precursor such as acetylene; the nitrogen comes from a gas; and the metal from evaporation, sputtering, or arc vaporization of a solid or liquid surface.
Electrically Conductive Films
Metal films are the most common electrical conductor films. Metal films may be used as “blanket” metallizations or can be formed into discrete conductor lines (“stripes”) by masking the substrate during deposition or by subsequent photolithographic etching processes. Conductor lines are used in hybrid microcircuit technology and in the manufacture of semiconductor devices. Often, the electrical conductors are multilayer films (stacks) where each layer has a function. For example, the conductor film stack might have the composition: glass-Ti-Pd-Cu-Au. The titanium (Ti) is the “glue” layer, the palladium (Pd) provides corrosion resistance, the copper (Cu) is an electrical conductor, and the gold (Au) provides corrosion protection. Deposited metal conductors in “vias” are used in establishing electrical contacts between different layers in semiconductor device manufacturing. Blanket metallization is used to provide electromagnetic interference (EMI) and radio frequency interference (RFI) shielding on structures such as the plastic cases for cellular phones, electrodes for rigid and flexible capacitor electrodes, and surfaces for radar “chaff.”
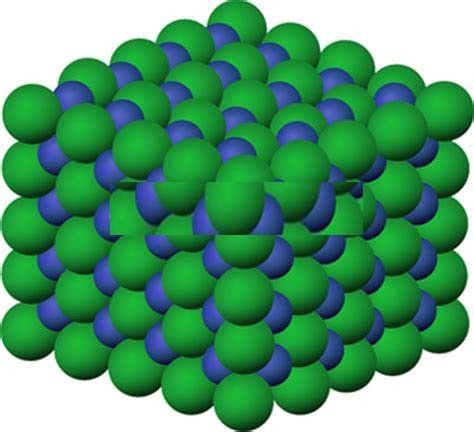
Metal nitride, carbide, and silicide films generally are electrically conductive (Si3N4 and AlN are important exceptions). In some applications, films of these refractory materials are used to provide diffusion barriers between materials. For example, in semiconductor metallization, aluminum or gold electrode material will diffuse into the silicon during high-temperature processing. An electrically conductive titanium nitride film deposited on the silicon surface before the metal electrode is deposited will prevent the diffusion. Generating stable, electrically conductive, nonrectifying, metal semiconductor contacts of metals or metal-silicide compounds is an important aspect of semiconductor device fabrication. Metal nitrides such as tantalum nitride (TaN) are used as thin film resistor materials. Nontransparent electrically conductive oxides such as chromium trioxide (Cr2O3), lead oxide (PbO), and ruthenium oxygen (RuO) are used as electrodes in high-temperature oxidizing atmospheres.
Superconductors are materials that have close to zero electrical resistivity below some critical temperature (Tc). Low- Tc (less than [<] 10 Kelvin [K]) superconductors are often metals. A typical high- Tc (greater than [>] 50 K) superconductor material is a mixture of oxides (yttrium-bismuth-copper [Y-Bi-Cu] oxides, YBCO). High- Tc superconductor thin films are often deposited by laser ablation in vacuum.
Transparent Electrical Conductors
Transparent conductive oxide (TCO) films, such as indium trioxide (In2O3), tin dioxide (SnO2), zinc oxide (ZnO) and an alloy of indium oxide and tin oxide (ITO), have numerous applications such as heaters on windows for defrosting, antistatic coatings on display screens, electrodes on flat panel displays and electrochromic devices, and electrodes on both flexible (resistive screen) and rigid (capacitive screen) touch screens. Electrical resistivity for the TCO films can vary from greater than 1,000 ohms per “square” to less than 10 ohms per square with good optical transmission.
Electrical Insulators
Electrically insulating films are used to electrically isolate conducting components in semiconductor devices, and as a dielectric within capacitors. Common insulator film materials are silicon dioxide (SiO2), aluminum trioxide (Al2O3), tantalum pentoxide (Ta2O5), silicon nitride (Si3N4), and aluminum nitride (AlN). Interposing a thin oxide film between a metal film and a semiconductor allows the formation of the technologically important metal-oxide-semiconductor (MOS) device. Thick coatings of SiO2, with its low coefficient of thermal expansion, can be rf sputter deposited. Insulating layers of SiO2, silicon nitride (Si2N3), and glass are deposited by PECVD for encapsulation and insulation layers in semiconductor processing.
Optical Films
Optical films, usually multilayer films (“stacks”), are films that affect the optical transmission or reflection of a surface. They are generally alternating layers of materials having high (germanium [Ge], Si, TiO2, zirconium dioxide [ZrO2], SiO, cerium dioxide [CeO2]) and low (magnesium fluoride [MgF2], SiO2) indices of refraction. A major application is the antireflection (AR) coatings on lenses. Optical film stacks can be used as optical filters. Neutral density or gray filters reduce the light intensity equally for all wavelengths; broadband filters affect the transmission of radiation over a wide wavelength range, while narrow or monochromatic filters affect transmission over a very narrow wavelength region. An example of a broadband filter is an “edge filter” that “cuts off” the ultraviolet (UV) emitted by a mercury vapor lamp. Examples of narrow-band filters are the color filters used in photography and in projectors.
Some film stacks are a special type of optical film that has a color that is related to the angle-of-observation (OVIDs). These films allow holographic-like imaging. These OVID films are used as security devices to prevent counterfeiting. These films are an outgrowth of the interference-colored films used for decorative films and, when pulverized, as pigments.
Thermal Control Coatings
The composition of the thermal control coatings on windows differs with the end result desired. If the object is to keep solar radiation from entering through the window, a multilayer film of glass-TiO2-Cr-TiO2 may be used (solar control coating). If the object is to keep heat in the room, a thin film of silver can be used to reflect 85% to 95% of the low-temperature infrared radiation back into the room (low-E coating). One such “double-E coating” is glass-ZnO-Ag-(Ti)-ZnO-Ag-(Ti)-ZnO-TiO2. The ZnO provides an antireflective coating.
Other types of thermal control coatings are used to absorb solar radiation (solar absorbers), selectively adsorb solar radiation and not emit infrared radiation (selective solar absorbers), or to have a high emissivity to enhance cooling by radiation. Thermal barrier coatings are used to reduce the thermal transport from a hot environment to the substrate. Zirconium oxide (ZrO2) stabilized with calcium oxide (CaO), MgO, or Y2O3 is used as a thermal barrier coating on aircraft engine turbine blades.
Reflector Coatings
Metal films are widely used for reflector surfaces. Silver is often used when corrosion is not a problem, such as for back-surface mirrors. Aluminum can be used either as a front-surface or back-surface reflector. Often, aluminized front-surface reflectors, such as headlight reflectors, are over coated with a protective polymer film (top coat). Chromium is used on front-surface reflectors when corrosion is a problem even though its reflectivity in the visible (60%) is less than that of aluminum (> 90%). Reflector films are used in numerous commonly encountered applications, such as on compact discs for video and music storage, lamp reflectors, and visual mirrors such as the rear-view mirrors for cars. In some cases multilayer films, similar to multilayer optical films, are used to selectively reflect certain wavelengths and not others. Examples are “cold mirrors” that reflect the visible radiation but not the infrared wavelengths and “heat mirrors” that reflect the infrared but not the visible. Heat mirrors are used to raise the internal temperature of halogen lamps. Cold mirrors are used to reduce the heat of stage lighting on actors.
Packaging
Barrier coatings are used on flexible polymer films and paper for food packaging to reduce the water vapor transmission rate (WVTR) and the oxygen transmission rate (OTR) through the paper or polymer film. The most common barrier coating material is aluminum, which is deposited on rolls of polymer film (web), then supplied to “converters” who fabricate the packaging. In some cases the metal coatings are deposited on a surface and then “transferred” to the packaging film. Transparent barrier coatings are desirable in many instances. Layers of SiO2-x, by reactive evaporation and PECVD and composite coatings of SiO2:30% Al2O3 by E-beam co-evaporation are used to form transparent barrier layers. The composite coating material is more dense and flexible than the SiO2 or Al2O3deposited material alone. Aluminum films are used on polymer helium-filled balloons to reduce the loss of helium.
Decorative and Decorative/Wear Coatings
Metallization for strictly decorative purposes is a large market. Applications vary from coating polymer webs—which are then converted to decorative uses such as balloons and labels—to metallization of three-dimensional articles, such as sports trophies, zinc die cast and molded polymer decorative fixtures, and cosmetic containers. Often these coatings consist of a reflective aluminum coating that is deposited on a smooth base coat, then over coated with a dyed lacquer to give the coating the desired color and texture and also corrosion and wear resistance.
In some applications, in addition to the decorative aspects of the coating, the coating is required to withstand wear. For example, titanium nitride (TiN) is gold colored, and titanium carbonitride (TiCxNy) can vary in color from gold to purple to black depending on the composition. Zirconium nitride (ZrN) has the color of brass and is much more wear and scratch resistant than brass. Decorative/wear coatings are used on door hardware, plumbing fixtures, fashion items, marine hardware, and other such applications.
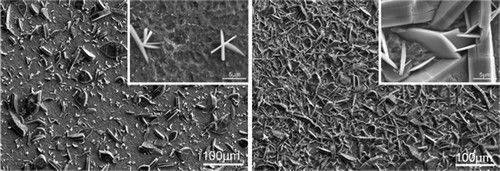
Hard and Wear-Resistant Coatings
Hard coatings are often called metallurgical coatings and are a type of tribological coating. The hard coatings are used to increase the cutting efficiency and operational life of cutting tools and to maintain the dimensional tolerances of components used in applications where wear can occur, such as injection molds. In addition, the coatings can act as a diffusion barrier where high temperatures are generated by motion between surfaces or corrosion protection in aggressive environments. There are various classes of hard coating materials. They include: ionically bonded metal oxides (Al2O3, ZrO2, and TiO2), covalently bonded materials (SiC, boron carbon [B4C], diamond, diamond-like-carbon [DLC], TiC, AlN, CrC, mixed carbide, nitride and carbonitride compound alloys, and cubic boron nitride), and some metal alloys (cobalt chromium aluminum yttrium [CoCrAlY], NiAl, NiCrBSi). In some cases the coatings may be layered to combine properties.
Hard coatings also are used to minimize fatigue-wear, such as is found in ball bearings. Wear-resistant coatings also may be applied to surfaces where there is a light or periodic load. For example, hard coatings are deposited on plastics to improve scratch resistance. Applications are on molded plastic lenses and plastic airplane canopies. In some cases wear coatings, such as SiO2 or Al2O3, may be applied to already hard surfaces, such as glass, to increase the scratch resistance.
Electrically Active Films
Doped silicon films are used in semiconductor devices, and these films often are deposited by a very sophisticated PVD evaporation technique called molecular beam epitaxy (MBE) or a CVD technique of vapor phase epitaxy (VPE). Amorphous silicon for solar cells is deposited by PECVD on webs and rigid substrates. Electochromic films, which change optical transmission on the application of a voltage, depend on the diffusion of a mobile species in the film under an electrical field. Films of a material such as selenium can become electrically charged when exposed to light. Such films are used to hold the toner in photocopying machines.
Magnetic Storage Media
Magnetic materials are classified as “hard” or “soft” depending on how hard it is to magnetize, demagnetize, or “switch” the magnetic field. Soft magnetic materials, such as the Permalloys (iron [Fe]:40 to 80% Ni) and Y2Fe5O12 (garnet) are used in memory storage devices where the data are changed often. Hard magnetic materials such as Fe3O4, Co:Ni:tungsten [W], Co:rhenium [Re], gadolinium [Gd]:Co, and Gd:terbium [Tb]:Fe are used in more permanent recording media such as audio tapes. Various techniques are used to define the magnetic domains that act as the storage sites.
Corrosion Protective Coatings
Protection from an aggressive chemical environment can be accomplished in several ways. The surface can be coated with an inert material or with a material that forms a protective surface after reacting with the environment or with a material that will be sacrificially removed to protect the underlying material. Tantalum, platinum, and carbon are inert in many chemical environments. For example, carbon coatings are used on metals that are implanted in the human body to provide compatibility. In the aerospace industry parts are aluminum coated by the PVD process of ion vapor deposition (IVD) so as to prevent galvanic corrosion of dissimilar materials in contact.
Chromium, aluminum, silicon, and the MCrAlY (where M is Ni, Co, Fe) alloys will react with oxygen to form a coherent protective oxide layer on the surface. If the metal ions (Fe, Cu) diffuse more rapidly than the oxygen through the oxide, a thick oxide will form on the surface. If the oxygen diffuses more rapidly through the oxide than the metal ions (Al, Si, Ti, Zr—the “valve” metals), oxidation will occur at the interface and a thin oxide will be formed. The MCrAlY alloy coatings are used as protective coatings on aircraft engine turbine blades. Cadmium, aluminum, and Al:Zn alloys are used as galvanic sacrificial coatings on steel. Vacuum cadmium (“vac cad”) plating has the advantage over electroplated cadmium in that there is no possibility of hydrogen embrittlement of high-strength steel when vacuum deposition processing is used.
Solid Film Lubricants/Low Friction Coatings
NASA pioneered the use of vacuum-deposited thin film solid lubricants. The lubricants are of two types: the low-shear metal lubricants—such as silver and lead—and the laminar-shearing compound materials—such as molybdenum disulfide (MoS2). The low-shear metal lubricants are used in high-torque applications such as the rotating anodes in X-ray tubes. Low-shear compound materials are used in mechanical-bearing applications in vacuum and where lubricant “creep” can be a problem. Because only a very thin film is needed for lubrication, the application of the lubricant film does not result in significant changes of dimensions. Low friction coatings of metal-containing carbon (Me-C) are used to reduce wear in mechanical contact applications
Freestanding Structures
Freestanding structures can be made by depositing a coating on a surface (mandrel), then separating the coating from the mandrel surface or dissolving the mandrel. The technique is useful for fabricating very thin structures, complex surfaces, or foils or sheets of materials that are hard to deform by rolling. Examples are beryllium windows used for X-ray transmission, boron thin-wall cones for high-frequency audio speakers, and Ti-V-Al metal alloy foils. A relatively new application is the production of microelectromechanical systems (MEMS) devices where very small structures are fabricated using deposition and etching processes.
Base Coats for Electroplating
Materials that are difficult to electroplate because of rapid oxide formation can have an adherent base coat applied by PVD processes and then the coating built-up by electrodeposition. Examples are plating on titanium, uranium, and zirconium where a base coat of a material like nickel or copper is applied by a PVD process before the electroplated coating is built up.
Polymer Films
There is increasing interest in depositing organic and inorganic polymer films in vacuum. These films can be formed by condensation of a monomer followed by E-beam or UV curing to polymerize the monomer or by plasma polymerization of the monomer. The monomer precursor can yield a carbon, silicon, or boron-based polymer material often containing hydrogen, chlorine, or fluorine. Fluorine-containing films are used to form hydrophobic surfaces.